TERMOFORM İMALAT SÜRECİ
Süreç plastik levhaların ısıl işlemle yumuşatılıp vakum, basınç veya mekanik iticilerle kalıplanmasıyla başlayan, ardından delme ve kesim aşamalarıyla devam eden, son olarak da ürünlerin istiflenip paketlendiği entegre bir üretim döngüsüdür. Malzeme seçiminden geri dönüşüme kadar her adımda yüksek verimlilik ve düşük maliyet avantajı sunan bu teknoloji, özellikle gıda ve otomotiv gibi sektörlerde karmaşık formların hızla üretilmesine imkan tanırken; trim sonrası devreye giren gelişmiş dizme ve kalite kontrol süreçleriyle de ürünün nihai hijyenini, düzenini ve sevkiyat hacmini optimize eden kusursuz bir operasyonel akış sağlar.
1. Thermoform İmalat Sürecinin Adımları
Bir plastik levhanın bitmiş bir ürüne dönüşmesi temelde beş ana aşamadan oluşur:
A. Isıtma (Heating)
Sürecin ilk adımı, plastik levhanın (genellikle rulo veya tabaka halinde) fırın bölümüne sürülmesidir. Burada kızılötesi veya seramik ısıtıcılar kullanılarak plastik, "şekillendirme sıcaklığına" kadar ısıtılır. Her plastik türünün (PET, PP, PS vb.) kendine has bir yumuşama noktası vardır; bu sıcaklığın hassas ayarlanması, ürünün et kalınlığının homojen olması için kritiktir.
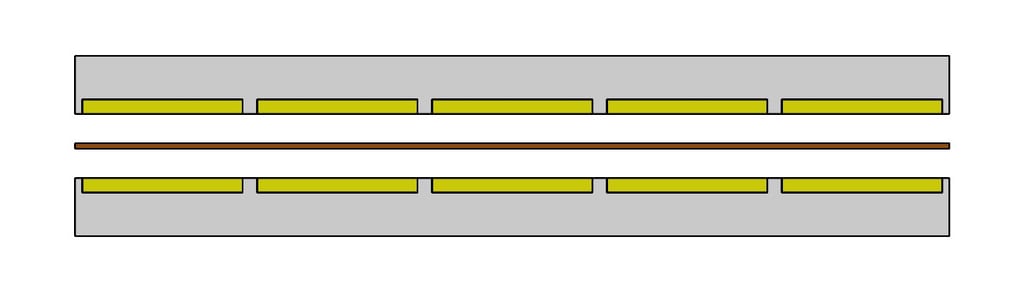
C. Delme - Punch
Soğuyan ancak henüz ana levhadan ayrılmamış olan ürünler üzerinde, kullanım amacına göre delikler açılması işlemidir. Özellikle meyve kaplarındaki havalandırma delikleri, yumurta viyollerindeki kilit yuvaları veya bardaklardaki pipet delikleri bu aşamada açılır. Erkek zımba (punch) ve dişi kalıp (die) setleri kullanılarak yapılan bu mekanik işlem, ürünün fonksiyonelliğini artırırken yüksek hassasiyet gerektirir.

D. Kesme (Cutting)
Kalıptan çıkan formlanmış levha, nihai ürünün etrafındaki fazlalıklardan arındırılır. Bu işlem ya kalıp içinde (in-mould trimming) ya da ayrı bir kesme istasyonunda presler yardımıyla yapılır.
E.Dizme (Stacking)
Kesim kalıbından çıkan tekil ürünlerin (kaplar, kapaklar veya viyoller) düzenli bir şekilde üst üste istiflenmesi işlemidir. Bu işlem üç ana yöntemle yapılır:
1. Yukarı Doğru Dizme (Up-Stacking)
Kesim presinden çıkan ürünler, bir itici mekanizma vasıtasıyla yukarıya doğru, bir kanalın içine itilir. Genellikle bardak veya derin kap üretiminde kullanılır. Ürünler birbirinin içine geçerek (nesting) dikey bir sütun oluşturur.
2. Aşağı Doğru Dizme (Down-Stacking)
Ürünler kesildikten sonra yer çekimi veya vakumlu kollar yardımıyla alt kısımdaki bir konveyöre veya toplama haznesine düşürülür. Daha basit ve düşük hızlı hatlarda tercih edilir.
3. Robotik Dizme (Pick & Place)
Hassas veya iç içe geçmemesi gereken ürünler için kullanılır. Robotik kollar (genellikle Delta robotlar), ürünleri vantuzlarla tutar ve önceden belirlenmiş bir dizilimle paketleme alanına yerleştirir.
F. Geri Dönüşüm (Recycling)
Kesme işleminden sonra kalan fireler (skeleton), kırma makinelerinde parçalanarak tekrar hammadde (granül) haline getirilir. Bu durum thermoform sürecini son derece sürdürülebilir ve ekonomik kılar.
2. Kullanılan Başlıca Malzemeler
Thermoform sürecinde kullanılan plastiğin türü, nihai ürünün kullanım amacına göre seçilir:
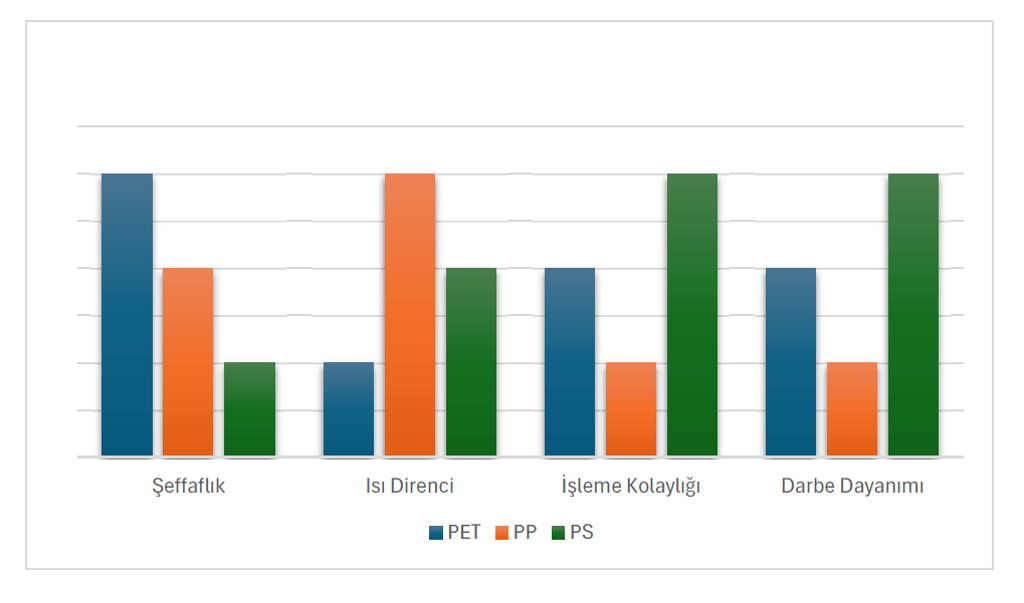
PET (Polietilen Tereftalat): Gıda ambalajlarında (meyve kapları, yumurta viyolleri) şeffaflığı ve dayanıklılığı nedeniyle en çok tercih edilen malzemedir.
PP (Polipropilen): Mikrodalgaya uygun kaplar ve sıcak dolum ürünleri için idealdir; yüksek ısı direncine sahiptir.
PS (Polistiren): Kolay şekillenir, genellikle yoğurt kapları veya tek kullanımlık tabaklarda kullanılır.
ABS: Daha kalın ve dayanıklı parçalar (buzdolabı iç gövdeleri, bavullar) için kullanılan mühendislik plastiğidir.
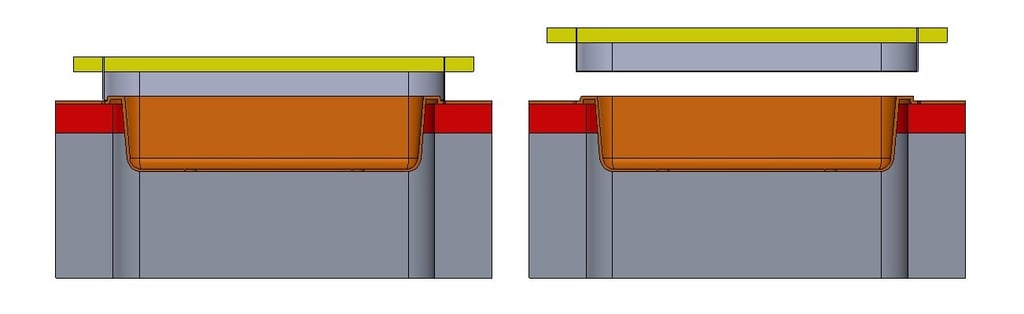
B. Şekillendirme (Forming)
Yumuşayan levha, kalıp üzerine çekilir. Şekillendirme üç farklı yöntemle yapılabilir:
Vakum Şekillendirme: Levha ile kalıp arasındaki hava emilir, atmosferik basınç plastiği kalıba yapıştırır.
Basınçlı Şekillendirme: Vakumun yanı sıra üstten basınçlı hava verilerek plastiğin kalıp detaylarına (keskin köşeler, logolar) tam oturması sağlanır.
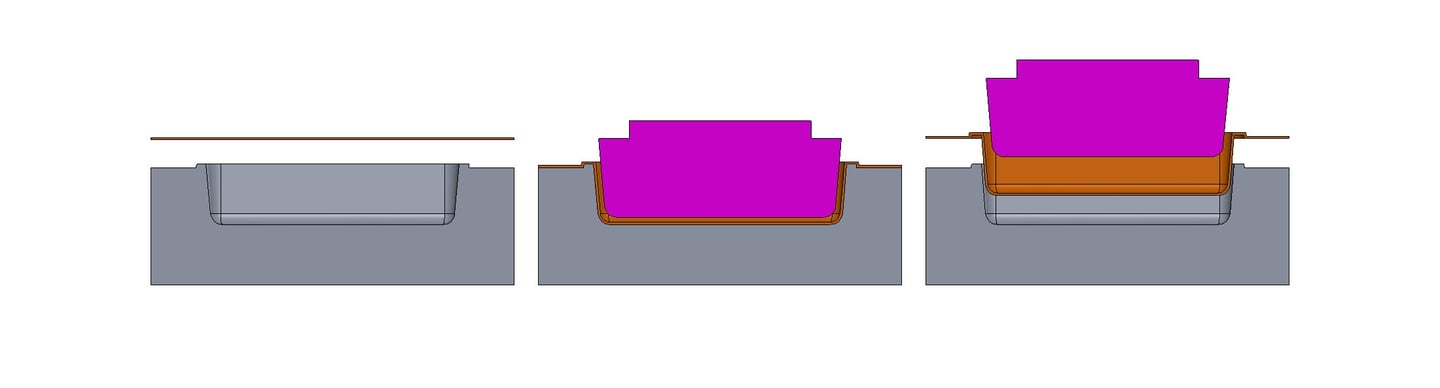
Mekanik Destekli Şekillendirme: Derin kaplarda, plastiğin tabana daha eşit yayılması için mekanik bir itici (plug assist) kullanılır.
**Soğutma (Cooling)
Plastik kalıba oturduktan sonra, formunu koruması için soğutulması gerekir. Kalıbın içindeki su kanalları veya dışarıdan üflenen hava ile plastik sertleşir. Soğuma süresi, ürünün boyutsal kararlılığı için çok önemlidir.
4. Thermoform Yönteminin Avantajları
Düşük Kalıp Maliyeti: Enjeksiyon kalıplarına kıyasla thermoform kalıpları (alüminyum veya epoksi) çok daha uygun maliyetlidir.
Hızlı Prototipleme: Tasarımdan seri üretime geçiş süreci çok kısadır.
Büyük Parça Üretimi: Çok büyük yüzeyli parçaların (örneğin araç tavan panelleri) üretilmesine olanak tanır.
İnce Çeperli Üretim: Özellikle ambalaj sektöründe, enjeksiyonla yapılması imkansız olan çok ince ve hafif kapların üretilmesini sağlar.
5. Uygulama Alanları
İmalatın esnekliği sayesinde thermoform her yerdedir:
Gıda: Şeffaf meyve kapları, sandviç kutuları, kahve kapakları.
Tıp: Steril alet ambalajları, ilaç blisterleri.
Otomotiv: Kapı panelleri, bagaj havuzları, tampon parçaları.
Elektronik: Antistatik taşıma tepsileri, cihaz muhafazaları.
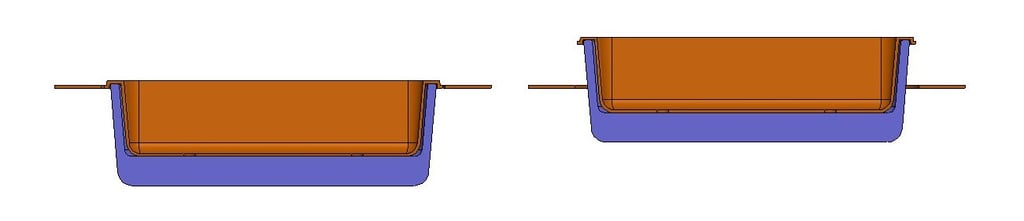
3. Kalıp Teknolojisi ve Tasarım
Thermoform imalatında iki tip kalıp konfigürasyonu vardır:
Dişi (Negatif) Kalıplar: Plastik, bir boşluğun içine çekilir. Ürünün dış yüzeyi kalıp detaylarını birebir yansıtır, pürüzsüzdür. Genellikle gıda kaplarında kullanılır.
Erkek (Pozitif) Kalıplar: Plastik bir çıkıntının üzerine çekilir. Ürünün iç yüzeyi kalıp detaylarını alır. Genellikle kapaklarda veya koruyucu muhafazalarda tercih edilir.